
При увеличении силы тока зона разогрева увеличивается: кривая температурных удлинений получается бол
Опубликовано: 18.10.2018
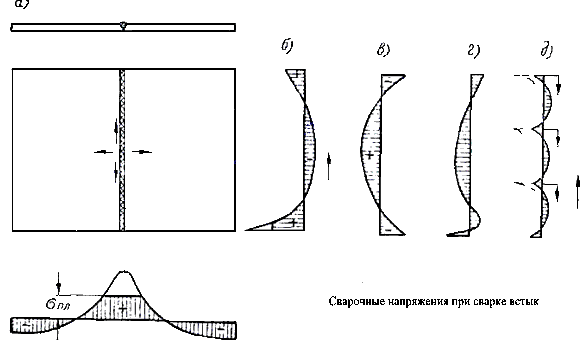
При увеличении силы тока зона разогрева увеличивается: кривая температурных удлинений получается более пологой, что приводит к уменьшению пластических деформаций нагрева и в связи с этим к уменьшению пластических деформаций после остывания, а также растягивающих остаточных напряжений зоны разогрева. При сильном начальном разогреве растягивающие напряжения на кромке полосы могут перейти в сжимающие с одновременным уменьшением зоны растягивающих пластических напряжений (рис. Г).
Аналогично увеличению силы тока на изменение эпюры остаточных напряжений при постоянном режиме сварки влияет уменьшение ширины полосы, так как в более узкой полосе нагрев получается более равномерным. В более широких полосах остаточные напряжения увеличиваются.
При скоростных методах сварки (автоматическая и сварка методом глубокого проплавления) благодаря применению большой мощности тока разогрев полосы достигает значительной величины и временные температурные напряжения получаются небольшими, вследствие чего получаются небольшими и остаточные напряжения после остывания. В целях уменьшения остаточных напряжений в отдельных случаях целесообразно создавать искусственный разогрев средней части полосы, выравнивающей температурные деформации
Величину остаточных напряжений можно определить разрезкой остывшего изделия на полоски. При этом освобождаются усадочные напряжения и изменяется длина полосок; по приращению длины можно судить о напряжениях.
При сварке двух полос встык за один проход возникают как продольные, так и поперечные сварочные напряжения. Эпюра продольных напряжений как бы складывается из двух эпюр, получаемых при наплавке валика на кромку ("Сварочные напряжения при сварке встык", рис. А); во время нагрева возникают значительные пластические деформации, в соответствии с чем после остывания около шва появляются большие области растягивающих напряжений. На свободных кромках полос напряжения будут сжимающими.
Поперечные напряжения возникают, во-первых, от неодновременного наложения шва по длине и, во-вторых, от стремления изогнутых после 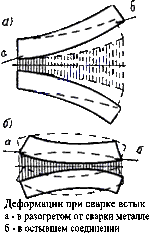 сварки полос выпрямиться.
сварки полос выпрямиться.
В процессе наложения шва остывающий металл производит на ранее наплавленную часть воздействия внецентренного сжатия, а сам подвергается стягиванию последующим наплавленным металлом ("Сварочные напряжения при сварке встык", эпюра на рис. Б). Свариваемые встык полосы изгибаются при сварке выпуклостью внутрь (рис. слева); при остывании полосы стремиться разогнуться и принять форму выпуклостью наружу, отчего возникают поперечные напряжения: растягивающие - в средней части шва и сжимающие - по краям ("Сварочные напряжения при сварке встык", рис. В).
Результирующая эпюра поперечных напряжений ("Сварочные напряжения при сварке встык", рис. Г) получается, следовательно, от сложения двух указанных эпюр, причем характер ее большей частью следует второй эпюре. В средней части стыкового шва возникает поле продольных и поперечных растягивающих напряжений, затрудняющих развитие пластических деформаций и повышающих возможности хрупкого разрушения (появление трещин).
Высокие значения поперечных напряжений можно значительно снизить, прибегая к так называемому обратно-ступенчатому способу сварки ("Сварочные напряжения при сварке встык", рис. Д). При этом способе шов накладывается отдельными участками и притом так, что направление сварки на каждом участке идет в направлении, обратном общему направлению наложения шва. При этом каждый новый участок заканчивается у застывшего металла начальной части предыдущего участка и, стягивая его, снижает возникшие ранее растягивающие напряжения.
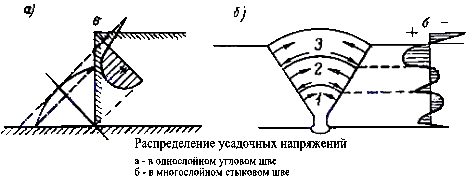
В угловом шве также получаются поперечные усадочные напряжения, так как жесткость соединяемых деталей препятствует свободному сокращению шва в процессе охлаждения. Внутрення часть шва при этом растягивается, а поверхностный слой, остывающий ранее внутренних слоев, оказывается сжатым (рис. А).
В многослойном угловом или стыковом шве (рис. Б) каждый последующий слой при своем остывании сжимает предыдущий, отчего усадочные напряжения резко снижаются.
Следствием усадочных напряжений является поперечное искривление (коробление) свариваемых деталей.

При сварке двух полос в тавр эпюра продольных напряжений получается по аналогии с наплавкой валика на кромку. Эти продольные напряжения вызывают коробление детали (рис. А).
Цитата дня:
Меню сайта
Реклама

Реклама
